游标卡尺的读数方法
读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。
然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取接近对齐的线进行读数)。如有零误差,则一律用上述结果减去零误差(零误差为负,相当于加上相同大小的零误差),读数结果为: L=整数部分+小数部分-零误差判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对应线之右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了,如图2.3-4。
L= 对准前刻度+游标上第n条刻度线与尺身的刻度线对齐 *(乘以)分度值 如果需测量几次取平均值,不需每次都减去零误差,只要从后结果减去零误差即可。
快速读出游标卡尺读数的方法?
要快速的读出游标卡尺,可以用数显游标卡尺(电子游标卡尺),无需掌握游标卡尺读数的方法,直接可以得到具体数值.机械式游标卡尺读数的方法:10等分的游标尺长度为9毫米,20等分的游标尺长度为19毫米,50等分的游标尺长度为49毫米,其中的n分之一毫米就是该种游卡尺的准确度,所以游标卡尺读数的小数部分就等于刻度线乘以该游标卡尺的度.掌握游标卡尺读数的方法建议多做做游标卡尺读数练习题,这样才可以更快更准确的读数游标卡尺的显示数值.参考资料:游标卡尺读数练习 sflj/article?articleId=100250articleAction=displaywenku.baidu/link?url=MQ5GixC2UPj9lSNGoreq8FBXGEitVvKDxjxw8G9O4C223ASV67DTPOcKEY54WTzvgmj6Jiz91k4DNZIYWNCT0axyfPffHVJKkSncs_58r2e。
游标卡尺的使用方法及
呵呵,我高三了,现在才马马虎虎的弄会了我觉得先把原理弄明白,然后实在不行就买一个卡尺自己多练练这里有个资料,给你看看虽然是抄的但很有用的尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的小分度相差0.1毫米。量爪并拢时尺身和游标的零刻度线对齐,它们的条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。这时它的条刻度线恰好与尺身的1毫米刻度线对齐。
同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。 在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
游标卡尺的使用 用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数. 游标卡尺的读数 读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取接近对齐的线进行读数)。
如有零误差,则一律用上述结果减去零误差(零误差为负,相当于加上相同大小的零误差),读数结果为: L=整数部分+小数部分-零误差 判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对应线左右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了。 如果需测量几次取平均值,不需每次都减去零误差,只要从后结果减去零误差即可。
游标卡尺的保管 游标卡尺使用完毕,用棉纱擦拭干净。长期不用时应将它擦上黄油或机油,两量爪合拢并拧紧紧固螺钉,放入卡尺盒内盖好。
游标卡尺有0.1毫米、0.05毫米和0.02毫米3种小读数值 【注意事项】 1.游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。使用时不要用来测量粗糙的物体,以免损坏量爪,不用时应置于干燥地方防止锈蚀。
2.测量时,应先拧松紧固螺钉,移动游标不能用力过猛。两量爪与待测物的接触不宜过紧。
不能使被夹紧的物体在量爪内挪动。 3.读数时,视线应与尺面垂直。
如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。 4.实际测量时,对同一长度应多测几次,取其平均值来消除偶然误差。
游标卡尺的读数原理
游标卡尺简介大商圈网bbspace 2007-08-02 来源:中国数控机床网 游标卡尺是一种比较精密的量具,在测量中用得多。
通常用来测量精度较高的工件,它可测量工件的外直线尺寸、宽度和高度,有的还可用来测量槽的深度。如果按游标的刻度值来分,游标卡尺又分0.1、0.05、0.02mm三种。
图1 游标卡尺1.游标卡尺的刻线原理与读数方法 以刻度值0.02mm的精密游标卡尺为例(图1),这种游标卡尺由带固定卡脚的主尺和带活动卡脚的副尺(游标)组成。在副尺上有副尺固定螺钉。
主尺上的刻度以mm为单位,每10格分别标以1、2、3、……等,以表示10、20、30、……mm。这种游标卡尺的副尺刻度是把主尺刻 度49mm的长度,分为50等份,即每格为:mm 主尺和副尺的刻度每格相差: 1-0.98=0.02mm即测量精度为0.02mm。
如果用这种游标卡尺测量工件, 测量前,主尺与副尺的0线是对齐的,测量时,副尺相对主 尺向右移动,若副尺的第1格正好与主尺的第1格对齐,则 工件的厚度为0.02mm。同理,测量0.06mm或0.08mm 厚度的工件时,应该是副尺的第3格正好与主尺的第3格对齐或副尺的第4格正好与主尺的第4格对齐。
读书方法,可分三分步骤;1)根据副尺零线以左的主尺上的近刻度读出整毫米数;2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数;3)将上面整数和小数两部分加起来,即为总尺寸。图2 0.02mm游标卡尺的读数方法 如图2所示,副尺0线所对主尺前面的刻度64mm,副尺0 线后的第9条线与主尺的一条刻线对齐。
副尺0 线后的第9条线表示: 0.02 X9= 0.18 mm所以被测工件的尺寸为: 64+0.18=64.18 mm2.游标卡尺的使用与注意事项 (1)游标卡尺的使用 游标卡尺可用来测量工件的宽度、外径、内径和深度。如图3所示,其中a)图为测量工件宽度的方法, b)图为测量工件外径的方法, c)图为测量工件内径的方法, d)图为测量工件深度的方法。
图3 游标卡尺的应用a) 测量工件宽度 b) 测量工件外径 c) 测量工件内径 d) 测量工件深度(2)注意事项 游标卡尺是比较精密的量具,使用时应注意如下事项:1) 使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0线与主尺0线是否对齐,若未对齐,应根据原始误差修正测量读数。 2) 测量工件时,卡脚测量面必须与工件的表面平行或垂直,不得歪斜。
且用力不能过大,以免卡脚变形或磨损,影响测量精度。3) 读数时,视线要垂直于尺面,否则测量值不准确。
4) 测量内径尺寸时,应轻轻摆动,以便找出值。5) 游标卡尺用完后,仔细擦净,抹上防护油,平放在合内。
以防生锈或弯曲。 图4 带表卡尺 随着科技的进步,目前在实际使用中有更为方便的带表卡尺和电子数显卡尺代替游标卡尺。
带表卡尺(图4)可以通过指示表读出测量的尺寸,电子数显卡尺(图5)是利用电子数字显示原理,对两测量爪相对移动分隔的距离进行读数的一种长度测量工具。machine.bbspace/html/News/20070802/209049zhidao.baidu/question/6077016?si=1。
如何使用游标卡尺和读数
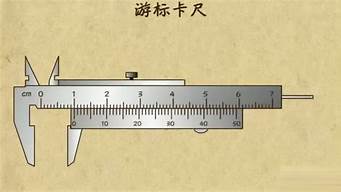
游标卡尺的结构和用法 游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。
若从背面看,游标是一个整体。游标与尺身之间有一弹簧片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。 尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的小分度相差0.1毫米。量爪并拢时尺身和游标的零刻度线对齐,它们的条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。这时它的条刻度线恰好与尺身的1毫米刻度线对齐。
同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。 在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
游标卡尺的使用 用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数。 游标卡尺的读数 读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。
然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取接近对齐的线进行读数)。如有零误差,则一律用上述结果减去零误差(零误差为负,相当于加上相同大小的零误差),读数结果为: L=整数部分+小数部分-零误差 判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对应线左右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了。
如果需测量几次取平均值,不需每次都减去零误差,只要从后结果减去零误差即可。 游标卡尺的精度 实际工作中常用精度为0.05毫米和0.02毫米的游标卡尺。
它们的工作原理和使用方法与本书介绍的精度为0.1毫米的游标卡尺相同。精度为0.05毫米的游标卡尺的游标上有20个等分刻度,总长为19毫米。
测量时如游标上第11根刻度线与主尺对齐,则小数部分的读数为11/20毫米=0.55毫米,如第12根刻度线与主尺对齐,则小数部分读数为12/20毫米=0.60毫米。 一般来说,游标上有n个等分刻度,它们的总长度与尺身上(n-1)个等分刻度的总长度相等,若游标上小刻度长为x,主尺上小刻度长为y 则 nx=(n-1)y, x=y-(y/n) 主尺和游标的小刻度之差为 Δx=y-x=y/n y/n叫游标卡尺的精度,它决定读数结果的位数。
由公式可以看出,提高游标卡尺的测量精度在于增加游标上的刻度数或减小主尺上的小刻度值。一般情况下y为1毫米,n取10、20、50其对应的精度为0.1,0.05毫米、0.02毫米。
精度为0.02毫米的机械式游标卡尺由于受到本身结构精度和人的眼睛对两条刻线对准程度分辨力的限制,其精度不能再提高。 游标卡尺的保管 游标卡尺使用完毕,用棉纱擦拭干净。
长期不用时应将它擦上黄油或机油,两量爪合拢并拧紧紧固螺钉,放入卡尺盒内盖好。 【注意事项】 1.游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。
使用时不要用来测量粗糙的物体,以免损坏量爪,不用时应置于干燥地方防止锈蚀。 2.测量时,应先拧松紧固螺钉,移动游标不能用力过猛。
两量爪与待测物的接触不宜过紧。不能使被夹紧的物体在量爪内挪动。
3.读数时,视线应与尺面垂直。如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。
游标卡尺怎么读数
游标卡尺读数的方法如下:
1、将被测物体置于测量爪之间,移动测量爪,移动完成后要夹紧物体,以防数值在量具移动过程中发生变化。2、读数时要先读取副标尺刻度的0点在主标尺刻度的数值,如果指针在两个数字之间,就取较小的那个。3、找出游标尺与主尺刻度线正对的位置,并在游标尺上读出对齐线到零刻度线的小格,数据要准确。4、按度数公式读取数据,读数公式为:测量值=主尺读数+游标尺读数,将测量的两个数字相加就可以得到终的读数。
游标卡尺的应用
游标卡尺是一种测量长度、内外径、深度的量具。游标卡尺由主尺和附在主尺上能滑动的游标两部分构成,若从背面看,游标是一个整体。主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等。
游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。深度尺与游标尺连在一起,可以测槽和筒的深度。在形形色色的计量器具家族中,游标卡尺作为一种被广泛使用的高精度测量工具,它是刻线直尺的延伸和拓展,它早起源于中国。
好了,关于游标卡尺的读数方法和游标卡尺的读数方法保留几位小数的问题到这里结束啦,希望可以解决您的问题哈!
文章来源于网络或者作者投稿,若有侵权请联系删除,作者:fine,如若转载,请注明出处:https://www.laoz.net/50957.html