乐乐课堂游标卡尺的正确读法游标卡尺的正确读法
游标卡尺的正确读法如下:
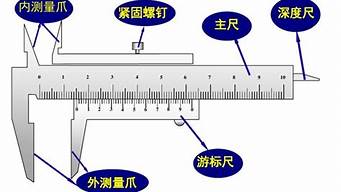
1.游标卡尺的读数方法由两部分组成:主尺读数+游标读数。 2.读光标首先要读主刻度上的刻度,即主刻度对着光标0线的刻度:21mm,超过21mm的部分要以游标来的读数为准. 3.然后观察游标的总分度数,因为这涉及到游标上每一分度所代表的长度,而且每种游标卡尺的游标总分度可能不同。从上图我们可以看出光标一共有50个小格,所以一个格代表的长度为:1/50=0.02mm。 4.接下来查看光标上50个格子中的哪个刻度黑线与主刻度上的哪个刻度黑线完全对齐,对齐光标上黑色刻度线前的格子数×小格子代表的长度为光标总读数,如下图:21×0.02=0.42mm。结束。
使用游标卡尺测量零件尺寸时,必须注意以下几点:
1.测量前应将卡尺擦拭干净,检查卡尺和测量刃的两个测量面是否平整。两个测量爪紧密贴合时,不应有明显间隙,同时,零位标记游标线应与主尺对齐。这个过程称为游标卡尺归零。
2.移动尺框时要动作自如,不可过松或过紧,更不可晃动。尺框用固定螺钉固定时,不应改变卡尺的读数。移动尺框时,别忘了松开固定螺丝,不能太松,以免脱落。
3.测量零件的外形尺寸时:卡尺两测量面的连线应与被测面垂直,不得歪斜。测量时,可轻轻摇动卡尺,将其置于垂直位置。先张开卡尺的活动钳口,使钳口自由插入工件,将零件贴在固定钳口上,然后移动尺框,使活动钳口与零件接触,并有轻微的压力。如果卡尺有微动装置,此时拧紧微动装置上的固定螺丝,然后转动调节螺母,使量爪接触零件,读取尺寸。切勿将卡尺的两爪调整到接近甚至小于被测尺寸,用力将卡尺卡在零件上。这样做会使钳口变形或导致测量表面过早磨损,从而导致卡尺失去其预期精度。
4.用游标卡尺测量零件时,不允许施加过大的压力。使用的压力应使两个量爪刚好接触零件表面。如果测量压力过大,不仅会导致量爪弯曲或磨损,而且量爪会在压力下发生弹性变形,使测量尺寸不准确(外径比实际尺寸小,内径小)比实际尺寸大)。
在游标卡尺上读数时,应水平握持卡尺,面向强光方向,使人的视线尽量与卡尺表面垂直,以免视线偏斜造成读数错误。
5.为了获得正确的测量结果,可以多次测量。也就是说,在零件的同一截面上在不同方向上进行测量。对于较长的零件,应在全长的各个部位进行测量,以获得更准确的测量结果。
游标卡尺的读数方法
游标卡尺的读数方法如下:
测量值(L)=主尺读数(X) + 游标尺读数(n×度)
作为一种应用广泛的高精度测量工具,游标卡尺由主尺和附在主尺上的滑动游标两部分组成。游标卡尺的作用:可以方便地测量外径、内径和深度。
游标卡尺一般分为10度、20度和50度三种。 10度游标卡尺可达0.1mm,20度游标卡尺可达0.02mm。
阅读方法:
1.游标卡尺的读数方法是以主尺上的读数+游标上的读数为主。 2.读光标首先要读主刻度上的刻度,即主刻度对着光标0线的刻度:21mm,超过21mm的部分要以游标来的读数为准. 3.然后观察游标的总分度数,因为这涉及到游标上每一分度所代表的长度,而且每种游标卡尺的游标总分度可能不同。从上图我们可以看出光标一共有50个小格,所以一个格代表的长度为:1/50=0.02mm。 4.接下来查看光标上50个格子中的哪个刻度黑线与主刻度上的哪个刻度黑线完全对齐,对齐光标上黑色刻度线前的格子数×小格子代表的长度为光标总读数,如下图:21×0.02=0.42mm。结束。
读数公式:
测量值(L)=主刻度读数(X)+游标刻度读数(n×度)
刻度上的小点数度数为1mm,游标上有10等格,主尺总长9mm,所以游标上每格为0.9mm,主尺上一个刻度和副刻度上一个刻度之差游标为0.1mm。
注意:如果小数点后的数字为0,则不能省略,表示精度。
好了,关于游标卡尺读数方法和游标卡尺读数方法的问题就到这里了,希望能解决你的问题!
文章来源于网络或者作者投稿,若有侵权请联系删除,作者:fine,如若转载,请注明出处:https://www.laoz.net/44557.html


](https://www.laoz.net/output/320/54333.jpg)